13838843223
冷固結含碳球團作為轉底爐直接還原的原料主體 ,在轉底爐生產環節中要經過運輸 、布料 、還原、出料等過程 ,因此其各方面的性能影響著轉底爐生產的順暢和效率。本文以糖漿作為粘結劑, 釩鈦磁鐵礦和煤粉為原料,研究了不同粘結劑配比、成型壓力和水分加入量下對含碳球團冷固結成型性能的影響 。
1.1 試驗原料
試驗用礦粉為釩鈦磁鐵礦精粉,煤的固定碳含量 82.04%, 揮發份 6.58%, 灰 分 9.88%。礦粉與煤粉的粒度分布及堆密度見表 1。
表 1 煤粉與礦粉的粒度組成及堆密度
|
原料 |
粒度組成% |
堆密度(g/ cm-3) |
|||||
|
+0.4mm |
0.15-0.4mm |
0.125-0.15mm |
0.098-0.125mm |
0.074-0.098mm |
-0.074mm |
||
|
礦粉 |
0.65 |
20.85 |
52.80 |
22.10 |
2.30 |
1.30 |
2.78 |
|
煤粉 |
21.65 |
23.25 |
15.20 |
17.85 |
12.70 |
9.90 |
0.97 |
1.2 研究方法
試驗流程包括原料烘干、配料、混勻、造球、干燥、測試等幾個環節 。原料烘干溫度選擇 200 ℃,烘干時間選擇 120 min。礦粉和煤粉的配比 (質量比 )是 :m(礦粉 ):m(煤粉 )=5∶1,原料混合均勻后按正交表加入一定比例粘結劑和蒸餾水, 攪拌均勻 。混合均勻的原料采用對輥壓球機進行冷固結成型, 并根據正交表設定成型壓力。干燥后的球測定球團強度。
1.1 試驗設計與結果
含碳球團經過冷固結成型后, 放入干燥箱內進行烘干, 烘干條件選擇 300 ℃, 烘干時間選擇 30 min, 烘干后取 5個球測其抗壓強度, 然后取平均值作為球團的抗壓強度 。根據正交試驗原理, 因素水平設計見表2,試驗結果見表 3。
表 2 正交試驗因素水平
|
因素水平 |
粘結劑含量(因素 A)/% |
成型壓力(因素 B)/MPa |
水分加入量(因素 C)/% |
|
1 |
4 |
10 |
1 |
|
2 |
5 |
12 |
2 |
|
3 |
6 |
15 |
3 |
|
4 |
7 |
18 |
4 |
表 3 試驗方案和結果
|
試驗號 |
粘結劑含量 (因素 A)/% |
成型壓力 (因素 B)/MPa |
水分加入量 (因素 C)/% |
干球抗壓強度 (P)/N |
|
1 |
4 |
10 |
3 |
326 |
|
2 |
5 |
15 |
1 |
1631 |
|
3 |
6 |
12 |
2 |
1902 |
|
4 |
7 |
18 |
4 |
606 |
|
5 |
4 |
18 |
2 |
732 |
|
6 |
5 |
12 |
4 |
418 |
|
7 |
6 |
15 |
3 |
1776 |
|
8 |
7 |
10 |
1 |
838 |
|
9 |
4 |
12 |
1 |
473 |
|
10 |
5 |
18 |
3 |
2011 |
|
11 |
6 |
10 |
4 |
437 |
|
12 |
7 |
15 |
2 |
1082 |
|
13 |
4 |
15 |
4 |
417 |
|
14 |
5 |
10 |
2 |
1218 |
|
15 |
6 |
18 |
1 |
1876 |
|
16 |
7 |
12 |
3 |
737 |
對表 3試驗結果進行分析 , 用 SA1 表示因素 A取水平時相應的試驗結果之和 , SA2 表示因素 A取第二水平時相應的試驗結果之和, SA3 表示因素 A取第三水平時相應的試驗結果之和 , SA4 表示因素 A取第四水平時相應的試驗結果之和 ,即:

式 (5)~ (8)中K![]() A 表示成型壓力和水分加入量處于綜合平均意義下,添加粘結劑的量分別為 4%、5%、6%、7%時的成球抗壓強度 。對于因素 B和因素 C也用同樣的方法計算,計算結果見表 4:
A 表示成型壓力和水分加入量處于綜合平均意義下,添加粘結劑的量分別為 4%、5%、6%、7%時的成球抗壓強度 。對于因素 B和因素 C也用同樣的方法計算,計算結果見表 4:
表 4 試驗結果正交分析
|
項目 |
因素A |
因素B |
因素C |
|
S1 |
1948 |
2819 |
4818 |
|
S2 |
5278 |
3530 |
4934 |
|
S3 |
5991 |
4906 |
4850 |
|
S4 |
3263 |
5225 |
1878 |
|
K |
487 |
705 |
1205 |
|
K |
1320 |
883 |
1234 |
|
K |
1498 |
1227 |
1213 |
|
K |
816 |
1306 |
470 |
|
R |
1011 |
601 |
764 |
在正交試驗中, 如果某水平因素對結果起主要影響 ,則在數量關系上應該表現為該因素各水平之下的指標綜合平均值 K間相差較大, 反之, 如果各個 K間相差較小, 則說明該因素不是主要因素 , 根據表中 K值 ,計算出因素 A、B、C的極差分別為:
由式(9)~ (11)可見 A、B、C 3個因素當中 ,影響球團抗壓強度的主要因素是 A粘結劑含量 , 其次是因素 C水分加入量,因素 B成型壓力對球團的抗壓強度影響相對較小。因此要想獲得較高抗壓強度的球團,首先是選擇合適的粘結劑配比。
1.2 各因素對試驗結果的影響
為了更清楚的描述各因素對成型后球團抗壓強度的影響 ,用各因素分別與該因素下的綜合平均抗壓強度值做圖,見圖
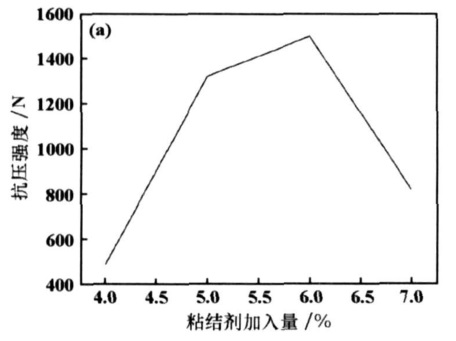
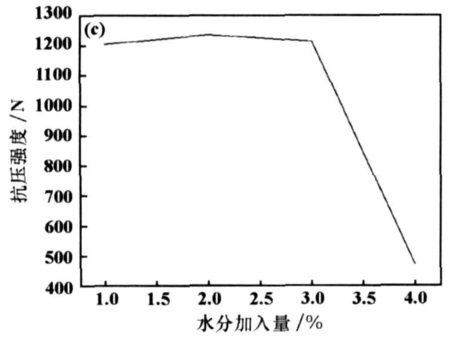
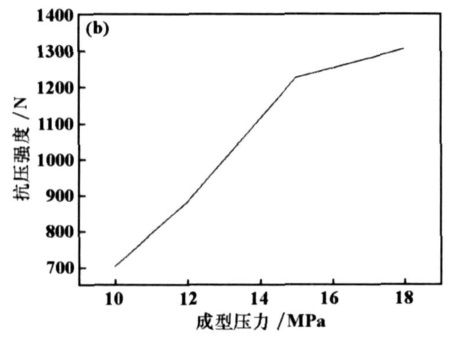
圖 1 粘結劑加入量、成型壓力和水分加入量對球團抗壓強度的影響
從圖 1可以看出 ,各因素對冷固結球團的抗壓強度影響各不相同 ,抗壓強度隨粘結劑加入量的增加先增加后減少 ;隨成型壓力增加的變化趨勢是一直增加,但增加幅度越來越小 ;水分加入量在 3%以下時 ,對球團的抗壓強度影響不大,繼續增加水分加入量 ,球團的強度急劇下降。
綜合表 2和圖 1的分析可以確定水平組合是A3 B4 C2,即粘結劑含量為 6%,成型壓力 18 MPa,水分加入量為 2%時的冷固結球團的抗壓強度 , 在進行的 16次試驗中沒有包括此組合 。因此, 繼續進行A3 B4 C2水平組合試驗, 試驗獲得的球團烘干后的平均抗壓強度為 2723 N。該結果高于試驗中的值,因此,是試驗條件下的組合 。
(1)通過正交試驗分析了粘結劑加入量、成型壓力和水分加入量 3個因素對冷固結球團成球抗壓強度的影響,試驗結果表明粘結劑的加入量對球團的抗壓強度影響 ,其次是水分加入量 、成型壓力 。
(2)粘結劑對成型后球團抗壓強度的影響是先增后減,在加入 6%的糖漿時,成型壓力與成型后球團抗壓強度的關系是隨成型壓力的增加 ,球團抗壓強度不斷增加;水分加入量不大時對球團強度影響也不大, 當含量超過 3%以后,球團強度隨水分含量的增加急劇降低 。
(3)用正交試驗的方法獲得組合 A3B4C2, 即粘結劑含量為 6%, 成型壓力 18MPa, 水分加入量為2%。在該工藝條件下球團的平均抗壓強度可以達到2 723 N。